Para el momento en que el lector se encuentre leyendo este artículo, seguramente la vendimia ya habrá comenzado en su región o esté a punto de hacerlo. Como cada año, el sector vitivinícola se enfrenta a un escenario de muchos desafíos, pero también de grandes oportunidades para elaborar vinos de alta calidad y con un buen precio de mercado. En tiempos complicados y de imprevisión como los que se están viviendo a día de hoy, resulta imprescindible vigilar de cerca todos los aspectos que puedan influir en los costes de producción: sean materias primas, aditivos, suministros auxiliares, mano de obra, pérdidas. Este es el único camino a seguir para garantizar que la actividad productiva desarrollada sea rentable y tenga viabilidad futura.
Un aspecto que muchas veces parece secundario, pero que puede jugar un papel importante en este escenario es el establecimiento de procedimientos de control de calidad. Cuando la calidad esté garantizada desde el inicio al final de un proceso, el elaborador obtendrá un pro ducto con los mejores atributos, un precio competitivo y reducirá el nivel de fallos y sus pérdidas asociadas a valores mínimos; obteniendo así el mayor rédito posible de su actividad.

IMAGEN: Vista del laboratorio de TDI donde se producen y controlan los reactivos químicos bajo un sistema de calidad certificado.
En el mundo vitivinícola, los métodos químicos siempre han jugado un papel muy importante en el control de la calidad de la uva, el mosto en fermentación y el vino acabado. Tradicionalmente, estas técnicas requerían de una gran cantidad de material específico de vidrio, mano de obra especializada en el manejo de sustancias químicas potencialmente peligrosas y en la ejecución de las técnicas, y tiempos de análisis considerablemente extensos. Todas estas condiciones juntas hacían que el montaje de un laboratorio enológico en el interior de la bodega requiriera de una inversión considerable y, por tanto, en muchas ocasiones la decisión acababa siendo externalizar la función de control de calidad.
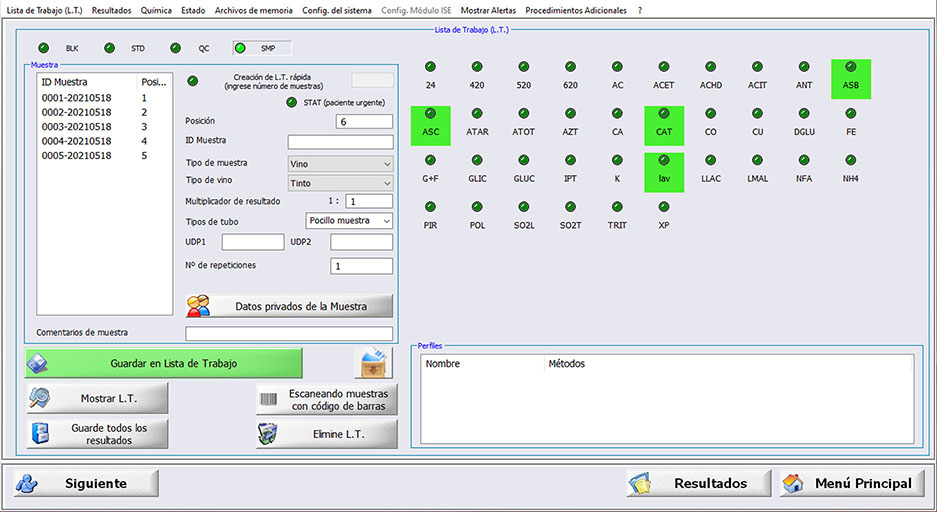
Actualmente, gracias a los adelantos tecnológicos de las últimas décadas en robótica, electrónica y óptica, las tareas de control de calidad se pueden llevar a cabo dentro de la bodega sin que sean necesarias grandes sumas de capital a invertir. Por ejemplo, la gama de analizadores químicos automáticos Miura, comercializados por TDI, son la solución para muchos de los análisis químicos tradicionales en laboratorios enológicos. La flexibilidad en la concepción de estos instrumentos per mite que TDI disponga de soluciones para todo tipo de bodegas y laboratorios, con productos que van desde los 60 test/hora del Miura Micro a los 240 test/hora del Miura 200 2 brazos. Cada uno de estos equipos de análisis trabaja efectuando de forma automática todas las tareas de dilución, dispensación y mezcla de muestra y reactivos a través de uno o más brazos robóticos, acoplados a un sistema fotométrico de alta precisión que realiza el seguimiento de la reacción química y un software especializado con parámetros preestablecidos que se encarga de efectuar los cálculos para la calibración de los métodos y el cálculo de la concentración en la muestra incógnita de vino o mosto. Son equipos que, además, cuentan con la posibilidad de estar conectados vía LIMS a un sistema centralizado de gestión de las analíticas del laboratorio, para mantener la trazabilidad de las muestras.
El funcionamiento de los analizadores químicos automáticos se complementa con una serie de reactivos químicos dedicados que posibilitan la determinación de una serie de parámetros específicos de la enología y que son de mucha importancia en el proceso de vinificación. Así, TDI, logra brindar una solución sencilla y accesible acorde a las distintas necesidades analíticas de enólogos y elaboradores de vino a lo largo de las varias etapas del proceso de producción de un vino o bebida alcohólica en base a la uva. El portafolio actual de reactivos enzimáticos, colorimétricos y turbidimétricos específicamente diseñados para su aplicación a la enología comprende los siguientes parámetros: Ácido Acético, Ácido LMálico, Ácido LLáctico, DGlucosa+D Fructosa, Ácido DGlucónico, Ácido Cítrico, Nitrógeno Amoniacal, Nitrógeno AlfaAmínico, Sulfito Libre, Sulfito Total, Acetaldehído, Ácido Tartárico, Ácido DLáctico, Antocianos, Calcio, Catequinas, Cobre, Color, Glicerina, Glucosa, Hierro, Polifenoles Totales, Azúcares Totales, Acidez Total y Ácido Pirúvico; además de los calibrado res específicos de cada parámetro y el calibrador multiparamétrico Enocal que cubre los parámetros más importantes de la enología.
¿Cómo podemos ayudarle desde TDI a controlar la calidad de su vino?

IMAGEN: Reactivos de TDI que le ayudan a controlar la calidad de su vino.
La puesta a punto de un programa de control de calidad ayuda al elaborador a poder determinar cuáles son los puntos críticos del proceso y reducir los fallos a lo largo de toda la cadena productiva, resultando en una disminución de pérdidas, una reducción de costes y una mayor calidad del producto final. Cualquier plan de control de calidad requerirá de analíticas fiables, precisas y, en lo posible, sencillas. Ahí es donde TDI, gracias a su vasta experiencia, puede aportar soluciones inteligentes a la bodega en las distintas etapas del proceso. A continuación, se realizará un detalle de los análisis que pueden efectuarse en cada paso de la vinificación, resumida en las siguientes operaciones: recepción, fermentación y crianza, estabilización y embotellado.
Recepción
En esta primera etapa del proceso de vinificación es fundamental poder disponer de la información más precisa acerca de la calidad de la materia prima que está entran do en bodega. Usualmente, si la uva es propiedad de la bodega, muchos de los controles ya se habrán realizado de forma periódica en la viña. Pero, cuando la uva se compra a terceros, poder determinar su calidad permite: realizar un pago justo al viticultor; adelantarse a problemas que podrían suceder durante la vinificación; en caso que las instalaciones lo permitieran se podría diferenciar la entrada de uva para poder obtener distintos mostos en función de la calidad esperada en el vino terminado y, finalmente, también puede servir en un futuro para pro poner planes de mejoras a los viticultores y/o adaptar procesos productivos.
Los parámetros que se controlan en recepción suelen estar relacionados con la madurez tecnológica, la madurez fenólica y el estado sanitario de la uva. Así, además del grado alcohólico probable, el pH y la acidez total del mosto, se hacen imprescindibles los análisis por vía química de:
– Ácido D-Glucónico y en ocasiones Glicerol, para prevenir la entrada de uva afectada por Botrytis.
– Ácido Acético, para controlar el inicio de posibles fermentaciones indeseadas por ataque microbiano.
– Potasio.
– Ácido L-Málico.
- Nitrógeno Fácilmente Asimilable, a través de la suma de su fracción orgánica (Nitrógeno Alfa-Amínico) e inorgánica (Nitrógeno Amoniacal). El control del nitrógeno permite llevar a cabo un plan eficiente de adición de nutrientes a las levaduras, a la vez que evitará las paradas súbitas de fermentación por falta de nitrógeno y, en el caso que haya un exceso de este elemento, una sobrepoblación de microorganismos que conduzcan a la generación en exceso de acidez volátil y, en el peor de los casos, aminas biógenas. Los métodos químicos automatizados se imponen frente al tradicional método de Sorensen gracias a la rapidez, facilidad de uso y seguridad en el uso de los reactivos incluidos en ambos kits.
Fermentación
Dentro de este bloque de operaciones se podría comenzar, durante las etapas de prensado y maceración, con un seguimiento analítico de la extracción de Polifenoles Totales, Antocianos, Catequinas y Color, parámetros fundamentales en la elaboración de vinos rosados y tintos, adaptados a las tendencias actuales del mercado. Una vez el mosto está preparado para comenzar la fermentación alcohólica, existen una serie de parámetros que es necesario vigilar de cerca para evitar resultados indeseables. Además de los controles de densidad y temperatura se podrían llevar a cabo los siguientes análisis químicos sobre el mosto en fermentación:
– Azúcares Fermentables que, si bien al comienzo de la fermentación pueden controlarse en forma aproximada con el uso de densímetros y refractómetros, al acercarse el final de fermentación será necesario recurrir a métodos enzimáticos, mucho más precisos, como la determinación de la suma de Glucosa+Fructosa o de Azúcares Totales cuando se trata de segundas fermentaciones con adición externa de sacarosa. Es necesario determinar en forma precisa el azúcar residual al final de la fermentación alcohólica para así evitar correr riesgos de fermentaciones espontáneas en botella o de contaminaciones bacterianas.
– Ácido Acético, como componente mayoritario de la acidez volátil (90-95%) es una forma más rápida, económica y sencilla de controlar uno de los parámetros más críticos de la vinificación.
- Sulfito Libre y Total, para asegurar la dosificación exacta y precisa de este importante aditivo empleado como antimicrobiano y antioxidante, sin exceder los límites establecidos por las normativas vigentes. Cabe destacar que los métodos colorimétricos presentan ventajas como la rapidez, la automatización y el coste frente a los tradicionales métodos de determinación de SO2 como FrantzPaul y Ripper.
Una etapa fundamental en la producción de vinos tintos y, en algunos casos, en vinos blancos, es la fermentación maloláctica, proceso en el cual se modera la acidez del vino a partir de la transformación del Ácido LMálico en Ácido LLáctico. Aquí, se podrán evaluar los siguientes parámetros:
- Ácido L-Málico, fundamentalmente al inicio de esta operación, para determinar de forma fehaciente si ha comenzado o, en caso que se deseara el efecto contra rio, si se ha logrado evitar la fermentación a través de la utilización correcta de inhibidores y aditivos.
- Ácido L-Láctico, particularmente hacia la última parte de la maloláctica para lograr dilucidar con certeza la finalización y el alcance que ha logrado esta misma.
En la etapa de crianza y envejecimiento del vino también es necesario llevar a cabo diferentes analíticas de control, incluyendo:
– Ácido Acético, como indicador del aumento de la volátil por el contacto con oxígeno.
– Sulfito Libre y Total, para asegurar que el vino se man tenga siempre protegido.
- Ácido D-Láctico, para controlar su posible producción, particularmente en crianzas más largas.
Estabilización y embotellado
Una vez acabadas las fermentaciones y la etapa de crianza, el número de parámetros a controlar se amplía. Algunos de ellos son prácticamente indispensables, mientras que otros aportan información para comprender mejor los procesos que se han llevado a cabo.
En este punto se pueden controlar parámetros muy diversos, además de los nombrados anteriormente. Algunos como Acidez Total, pH, Color, Ácido Tartárico y Polifenoles Totales, permiten entender el estado químico del vino en su totalidad. Si sumamos las determinaciones de los iones Calcio, Cobre y Hierro presentes en el vino, tendremos información muy importante para poder tomar las mejores decisiones respecto a los protocolos de clarificación, filtración y estabilización que se deberán seguir, para reducir y/o evitar el riesgo de las denominadas roturas o quiebras tartárica, cálcicas, cuprosas y férricas, que impactan negativamente en la valoración del vino.
Con la finalización de los procesos de estabilización requeridos llega el momento del embotellado. Aquí será necesario analizar pH y Acidez Total, para determinar la cantidad de sulfito que será necesario añadir para man tener niveles adecuados de Sulfito Libre con el objetivo de mantener protegido el vino hasta el momento de su consumo. Así como también se debe controlar el nivel de Sulfito Total para respetar las normativas aplicables. Por otra parte, según el caso, puede ser necesario determinar los niveles de Ácido Ascórbico y Ácido Cítrico, aditivos cada vez más empleados, para asegurar el cumplimiento de las reglamentaciones.
¿Por qué depositar la confianza del Control de Calidad de su vino en TDI?
En su vasta trayectoria de más de 35 años, TDI se ha convertido en pionero y líder en la comercialización de soluciones analíticas innovadoras y específicas para la enología. Prácticamente al mismo tiempo, se ha especializado en la investigación, desarrollo y fabricación de reactivos químicos dedicados para su uso en espectrofotómetros, analizadores químicos de flujo y analizadores químicos discretos.
El avance en el diseño de los reactivos ha permitido cambiarlos antiguos kits con enzimas y cofactores en forma to liofilizado que requerían de manipulaciones varias y cuyos reactivos de trabajo eran poco estables en el tiempo, por los actuales kits con reactivos líquidos, de alta estabilidad (la mayoría de ellos con más de 18 meses) y prontos al uso, evitando así la preparación de reactivos de trabajo y las pérdidas que esto podría implicar. Esta evolución ha sido el fruto de años de investigación continua en el tiempo, y que sigue hasta el día de hoy para mejorar no sólo la estabilidad del reactivo sino también su rendimiento y precisión.
Además de en la mejora continua de reactivos que no acaba con la comercialización de un determinado parámetro, en TDI se trabaja en la preparación de nuevos parámetros, de acuerdo a las necesidades analíticas recabadas de nuestros clientes. A partir de aquí, comienza el trabajo de investigación, desarrollo y búsqueda de formulaciones para obtener un producto eficiente, preciso y estable a largo plazo. Si bien lograr un producto que funcione es la parte relativamente más sencilla, poder obtener el mismo rendimiento durante un intervalo de tiempo considerable suele ser el paso más complicado, pero también el más beneficioso para el cliente, ya que se reducen las manipulaciones al obtener reactivos listos para su uso. Esta etapa del desarrollo consiste en ir efectuando análisis de la eficacia del reactivo a intervalos regulares de tiempo, para poder definir así su fecha de caducidad. Una vez adaptadas las fórmulas y determinado el período de validez del reactivo, éste pasa a la fase de producción, para ser un producto más de la cartera.
Ya en producción, y como es habitual con el resto de reactivos comercializados, cada etapa del proceso, desde la materia prima, pasando por los productos intermedios, el producto final en bulk y el embotella do final del reactivo y la confección del kit, está sujeta a minuciosos controles de calidad para asegurar que la producción se ha realizado de manera correcta y el reactivo funcionará correctamente hasta el día de su caducidad. Así, cada etapa está sometida a protocolos específicos, para obtener un producto de alta calidad y que cumpla las expectativas del cliente. Ningún kit sale a la venta sin los correspondientes y rigurosos controles de calidad aprobados por la dirección del Laboratorio. Esto le brinda la confianza suficiente al cliente, de estar utilizando un reactivo estable, preciso y eficiente.

IMAGEN: Certificados ISO otorgados a TDI.
Prueba de todos los controles y el empeño en asegurar la calidad de los reactivos es, que TDI, ha sido certificada por organismos acreditados bajo las normas ISO 9001:2015 para su Sistema de Gestión de la Calidad e ISO 14001:2015 para su Sistema de Gestión Ambiental. Estas certificaciones cubren también todos los procesos de la empresa, poniendo el foco en los siguientes ejes: Alcanzar el cumplimiento de los requisitos y expectativas de nuestros clientes, así como los requisitos legales y reglamentarios.
- Facilitar la mejora del nivel de formación necesario para el eficiente desempeño de las funciones y tareas de nuestros trabajadores, directos e indirectos.
- Velar para que las condiciones de trabajo sean óptimas mediante la evaluación de los riesgos que pueden producirse en los procesos, eliminando en lo posible los mismos y reduciendo los evaluados.
- Trabajar constantemente en la mejora continua del Sis tema Integrado de Gestión, para la mejora de nuestros procesos.
- Fomentar el empleo racional de los recursos naturales y una concienciación clara de favorecer nuestro entorno, no solamente mediante nuestra labor, sino implicando también a todos nuestros proveedores y clientes. Compromiso con la protección del medio ambiente, incluyendo la prevención de la contaminación y el uso sostenible de recursos.
De esta manera, cuando un cliente utiliza un producto de la marca TDI, sabe que cuenta con el respaldo y garantía de una empresa con más de 35 años de trayectoria dedicados en exclusiva a la provisión de soluciones analíticas para la enología.
Estamos aquí para ayudarle en su día a día. ¡Somos la ENOLUCIÓN!
Si tiene una necesidad analítica y desea saber cómo resolverla, no dude en comunicarse con nosotros vía e-mail (info@t-d-i.es), a través nuestra web www.tdianalizadores.com o de nuestras redes sociales, y juntos encontraremos la mejor solución.












 comercializado
comercializado  utiliza una serie de longitudes de onda escogidas especialmente en el espectro NIR de
utiliza una serie de longitudes de onda escogidas especialmente en el espectro NIR de comercializado por TDI, permite obtener toda la información necesaria de una muestra en medio minuto, determinando los siguientes paráme
comercializado por TDI, permite obtener toda la información necesaria de una muestra en medio minuto, determinando los siguientes paráme


 FOTO: Miura Micro
FOTO: Miura Micro FOTO: Miura One
FOTO: Miura One